
- Afrikaans
- Albanian
- Amharic
- Arabic
- Armenian
- Azerbaijani
- Basque
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Catalan
- Cebuano
- China
- China (Taiwan)
- Corsican
- Croatian
- Czech
- Danish
- Dutch
- English
- Esperanto
- Estonian
- Finnish
- French
- Frisian
- Galician
- Georgian
- German
- Greek
- Gujarati
- Haitian Creole
- hausa
- hawaiian
- Hebrew
- Hindi
- Miao
- Hungarian
- Icelandic
- igbo
- Indonesian
- irish
- Italian
- Japanese
- Javanese
- Kannada
- kazakh
- Khmer
- Rwandese
- Korean
- Kurdish
- Kyrgyz
- Lao
- Latin
- Latvian
- Lithuanian
- Luxembourgish
- Macedonian
- Malgashi
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Myanmar
- Nepali
- Norwegian
- Norwegian
- Occitan
- Pashto
- Persian
- Polish
- Portuguese
- Punjabi
- Romanian
- Russian
- Samoan
- Scottish Gaelic
- Serbian
- Sesotho
- Shona
- Sindhi
- Sinhala
- Slovak
- Slovenian
- Somali
- Spanish
- Sundanese
- Swahili
- Swedish
- Tagalog
- Tajik
- Tamil
- Tatar
- Telugu
- Thai
- Turkish
- Turkmen
- Ukrainian
- Urdu
- Uighur
- Uzbek
- Vietnamese
- Welsh
- Bantu
- Yiddish
- Yoruba
- Zulu





Shenghuo New Material Technology
Committed to continuously expanding the high-end application fields of foundry sand.

About us
SHXK is the largest leader and manufacturer of Sintered Ceramic Sand for foundry in China. “Sintered ceramic sand” applicable to green casting industry. It is a substitute for Fused Ceramic Sand, Cerabeads, chromite sand, zircon sand and silica sand in the foundry industries, help you lower production cost. The product is widely applicable to multiple casting alloys including cast iron, cast steel, cast aluminum, cast copper, and stainless steel.
Our Products
-
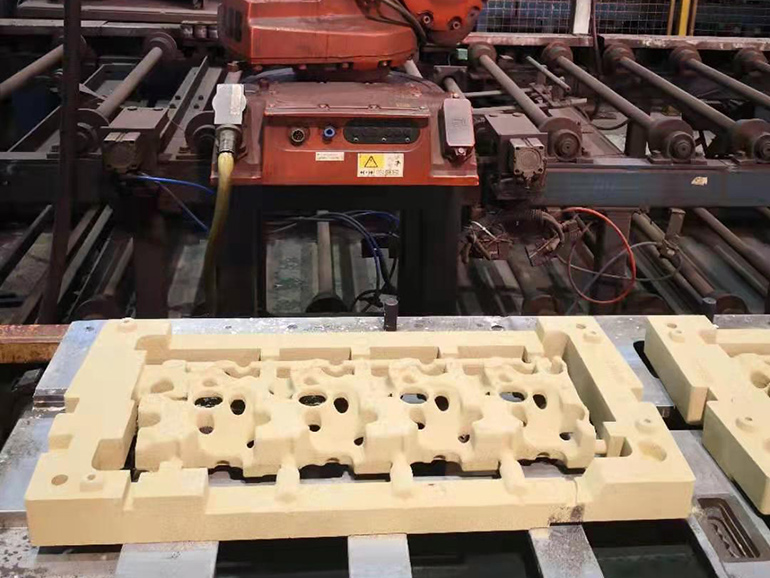
Ceramic casting sand for sand 3d printing
-
Spherical Ceramic Sand for Foundry
-
Resin coated ceramic sand
-
Ceramic foundry sand for green sand process
-
Ceramic Sand for Lost Foam Casting
-
Ceramic sand powder
-
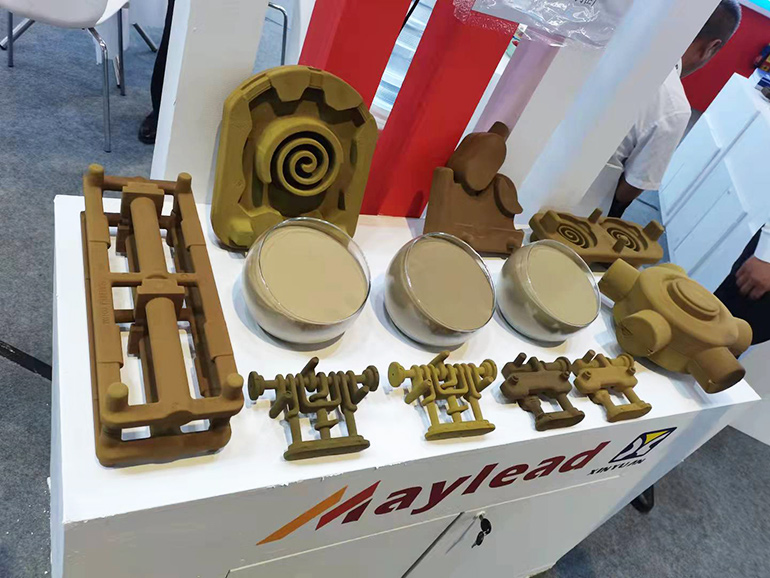
Golden sand for sand molding castings
-
Sintered ceramic sand made in China same with Cerabeads AFS 60








Sand Properties
Ceramic sand properties
Ceramic foundry sand, also named as ceramsite, cerabeads, is good artificial ball sand foundries. Compare with Silica sand, it has high refractoriness, little thermal expansion, good angular coefficient, excellent flowability, high resistance to wear, high reclamation rate, it could reduce the resin addition and coating amount, increasing your castings yield. Kaist Ceramic foundry sand has highly cost-effective on sand molding foundry.Ceramic sand under electron microscope scan.
Comparison with other casting sands
Fused Ceramic sand (black), Cerabeads, Kaist Sintered Ceramic sand, and other sintered ceramic sand are all aluminosilicate refractory materials. Compared with calcined sand (silica sand), it has the advantages of high refractoriness, low thermal expansion, small angular coefficient, and good air permeability.
Application
-
 ApplicationView More
ApplicationView MoreCeramic Sand for Lost Foam Casting
This new type of sand has the advantages of high refractoriness, good fluidity, high gas permeability and same bulk density with quartz sand. -
 ApplicationView More
ApplicationView MoreSintered ceramic sand for foundry with cold core box
The cold box method refers to a resin sand forming process that is catalyzed/hardened by blowing in gas or aerosol, and formed instantaneously at room temperature. -
 ApplicationView More
ApplicationView MoreCeramic casting sand for sand 3d printing
They can be used in traditional mold-making processes to deliver high-quality results with a range of metals, including steels (low-alloy, carbon, and stainless), iron (gray, ductile), aluminum, and other metals where tight control and surface finish is desired. -
 ApplicationView More
ApplicationView MoreCeramic sand for No Bake Sand Casting
Ceramic sand for No-bake sand casting is a spherical shape with a low angle coefficient. The quantity of resin binder required is lower by... -
 ApplicationView More
ApplicationView MoreCeramsite sand for resin coated sand castings
Ceramsite sand is an artificial spherical casting sand developed by SHXK, same with Japanese Cerabeads. It has high refractoriness (>1800°C)... -
 ApplicationView More
ApplicationView MoreChina cerabeads for shell mold casting
Casting Name:508 Machine base Casting Weight:150Kg Material: QT450-10 Pouring Temperature:1420-1440℃









